








Our Key Processes

Polishing
Our polishing area contains many different ways to polish parts. This skill allows for smooth, friction free movements with minimal geometric distortion. This process we call Geo Gleiss.
When you see the label on a box Geo Gleiss you know that you have a geometrically perfect part with a glass like finish. This will give your tools the edge in terms of performance.
We carefully complete our tools with highly trained technicians. All tools can be superfinished through bespoke automatic processes. This ensures that our product have a consistent finish whilst maintaining a competitive price.
Our technicians work in close combination with the metrology department using scanning and 3D techniques to ensure our tools have low variability.
You will, if specified receive our tools, die and punches with ultra-low friction. This equates to surface finish <Ra0,05mm.
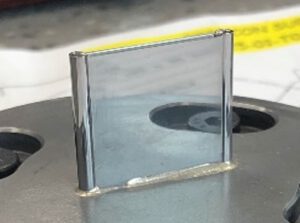
The tools are a true mirror finish – the high level of polish does not alter the geometric perfection of the part allowing for burr free parts where the tool runs for longer between cleans.
Surface finish with Geo-Gleiss
Geo-Gleiss – to serve the world of precision SUMCA has the possibility to deliver the very best in Surface finishes. Attaining <20 nanometers a low friction with absolute precision is ensured. The process is carefully controlled by our professionals who have the measurement tools and the experience to detect problems. Sharp edges – guaranteed, prepared edge breaks – guaranteed. The efficiency is in the detail, we are here to discuss finishing for your process.







Grinding
The production of our parts generally will have a grinding phase. Whether this is to prepare the tool for precision finishing in a secondary process or the last operation to finish a critical feature. This allows us to prepare a simple reference surface through to complex evolutive forms.
We offer all varieties of grinding from Surface through to CNC Coordinate Jig Grinding. The tolerances that we can guarantee are sub 2 micron (<0.002mm) geometric error with low distortion mirror finish >0.05Ra.
We are capable of grinding Carbide (Hardmetal), hardened HSS and sintered steel in single piece or batch volumes.
The grinding areas are all temperature controlled for atmosphere and cutting fluids. The technicians are multi-skilled being able to support more than one process.





Customer reviews

